

- Описание
- Отзывы
Электроды ЦЛ-11 предназначены для сварки ответственных изделий из коррозионностойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, работающих в агрессивных средах, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
Свойства
Сварочные электроды ЦЛ-11 разработаны для сварки емкостей и соединения узлов конструкций в пищевой, химической и других видах промышленности, работающих в агрессивной среде и при высоких температурах (до 450С). Одной из отличительных особенностей марки ЦЛ-11 является то, что они рекомендованы при работе с конструкциями, имеющими повышенными требованиями касательно устойчивости к образованию межкристаллитной коррозии.
Применяется в работе
- Коэффициент наплавки 11 г/А.ч.
- Производительность сварки - 1,5 кг/ч.
- Расход электродов на 1 кг наплавленного металла 1,7 кг.
Перед сваркой электродами ЦЛ-11 поверхность свариваемого металла необходимо очистить от всех загрязнений. При сваривании поддерживать короткую дугу и осуществлять сварку по возможности узкими валиками (без поперечных колебаний). Электроды ЦЛ-11 диаметром до 4,0 мм включительно используются для сварки постоянным током обратной полярности во всех пространственных положениях, за исключением вертикального сверху-вниз. Электроды диаметром свыше 4,0 мм применяются для сварки во всех положениях, кроме потолочного и вертикального.
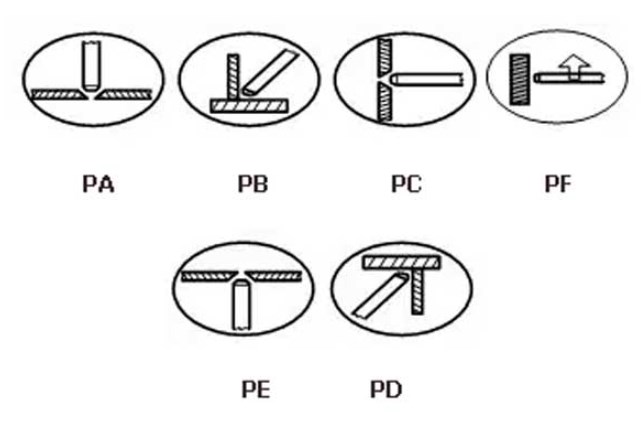
Рис.1 Схема положения швов при сварке электродом ЦЛ-11
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 180-200С 60 минут.
Характеристики
| Mn | Si | C | P | S | Cr | Ni | Nb |
| 1,0- 2,5 | 1,3 | 0,05- 0,12 | 0,030 | 0,020 | 18,0- 22,0 | 8,0- 10,5 | 0,7- 1,30 |
| Временное сопротивление, Н/мм2 |
Относительное удлинение,% | Ударная вязкость, Дж/см2 |
| 540 | 22 | 80 |
Сварку проводить постоянным током обратной полярности «+» на электроде.
Содержание феритной фазы в наплавленном металле - 2,5-10%
| Диаметр, мм | Длина, мм | Сила сварочного тока, А | Количество электродов в пачке, шт. | Вес пачки, кг |
| 3,00 | 350 | 50-90 | 37-39 | 1 |
| 4,00 | 450 | 110-150 | 21-22 | 1 |




